
プロフィール

自作ライト
愛知県
プロフィール詳細
カレンダー
アーカイブ
検索
タグ
アクセスカウンター
- 今日のアクセス:79
- 昨日のアクセス:254
- 総アクセス数:2050704
QRコード
変態ライトマニアです!
市販品を改造して、明るくして楽しんでいます。(笑)
また、ソル友申請など、お気軽にどうぞ!
ヤフオク
http://sellinglist.auctions.yahoo.co.jp/
user/fumiaki12001
フェイスブック
https://www.facebook.com/
fumiaki.nakamura.98
▼ ボール盤とバイス
- ジャンル:日記/一般
- (機械ログ)
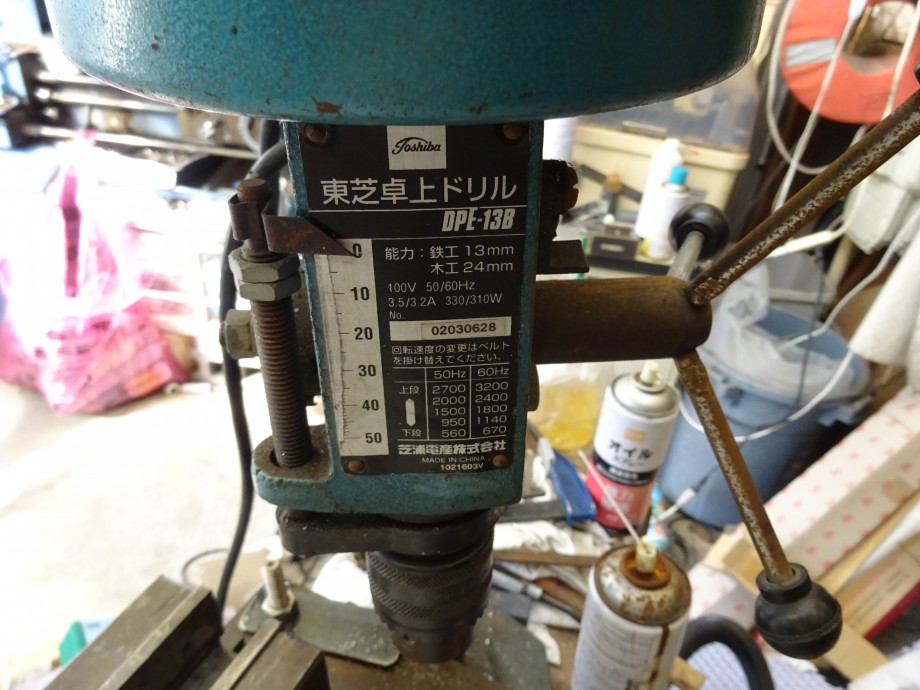
中古ですが、やっとボール盤を買いました。
買うときに超極細Φ0.3のエンドミルを買ってチャックに締め付けてから回転して芯ブレが無いことを確認してから決めました。
流石は東芝、中古でも全く芯がブレてない。
中のベルトを新品に交換して音も正常になった。
しかし、回転が速過ぎてドリルに負担が掛かると思ってスピードコントローラーをアマゾンで買ったが、良く見直して見たらプーリーが、もう1段下げられることに気が付いた。(´;ω;`)
バイス


ヤフオクの出品写真

手持ちのバイスでは大き過ぎるので、丁度良いサイズがヤフオクに出てたので落札。
でも取っ手がつるつるでした。
最近、郵送料が水増しになっているか?と思えるほど高い気がする???
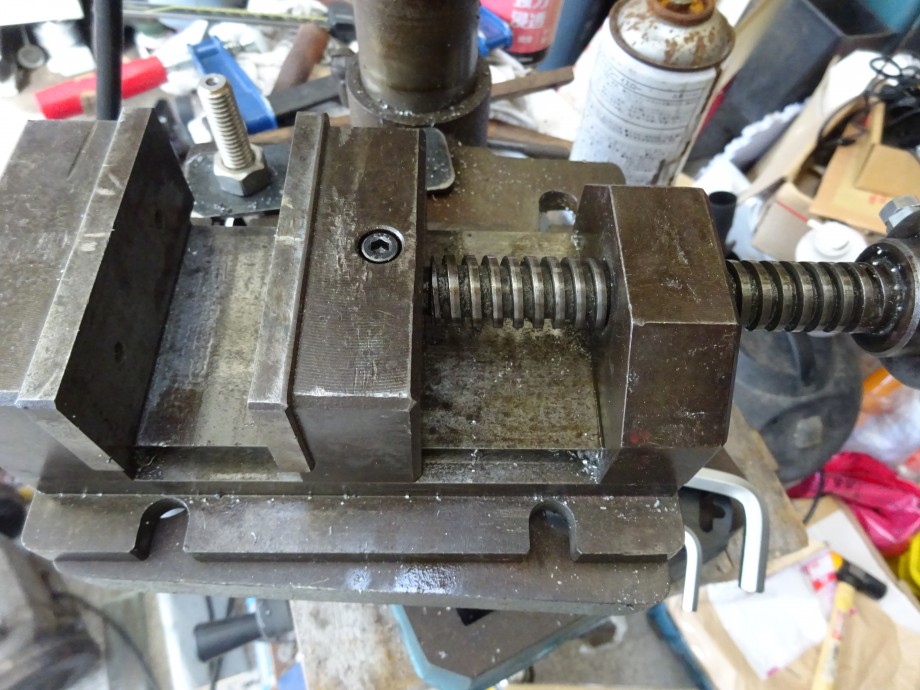
家に届いたので確認、中古としては、まあまあの物
ドリルで空いた穴も無い。
良く知らないが精密バイス系と作りが同じ?
安物のバイスだと強く締めると本体が歪むと言うより曲がって浮き上がるらしい。
コレなら大丈夫だろう。
基本、バイスはテーブルに締め付けて固定して使うのだが、手抜きの時はそのまま開ける。
その時、バイスが軽いと回転で回されるので重いバイスが使い易い。
取っ手を修理した。
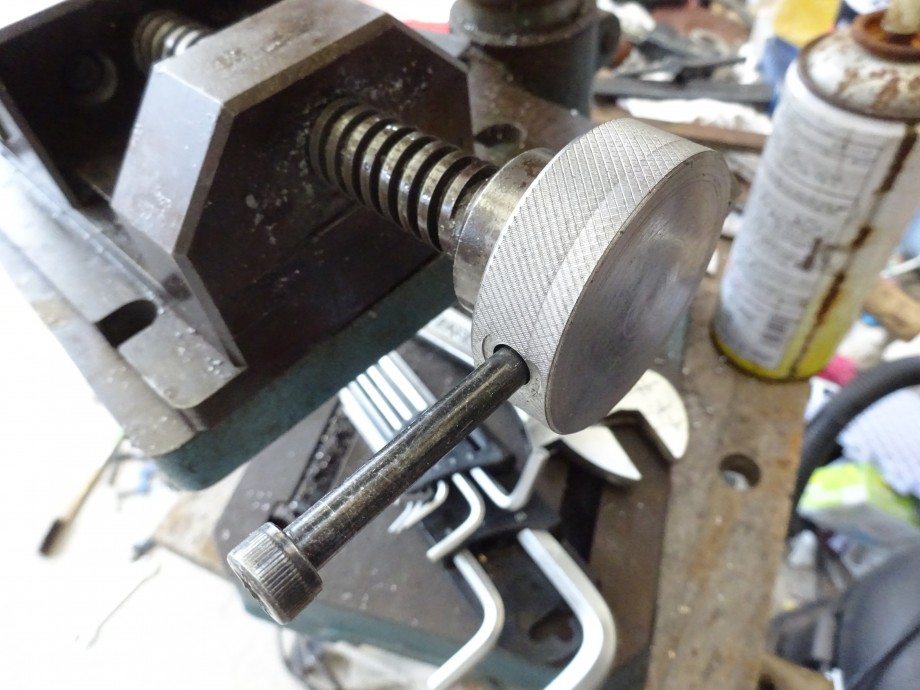
つるつるの取っ手を分解して旋盤で掴んで1皮剥いてローレットを掛けてから穴開けして長いボルトを取り付けた。
長い穴は手では無理、ボール盤の出番でした。
取っ手だけ新品になりました。(笑)
参考までに穴開け作業
穴開けってのは、いきなり太いドリルで開けてはダメ、

センタードリル
まず、センタードリルと言う短いドリルで開けてから細いドリル→中ぐらいのドリル→大きいドリルの順番で開ける。
ドリルの太さは倍々程度が良いだろうか?そうしないと何時までも穴は開かない。
ドリルは中心が切れないから細いドリルから太くする。
回転は遅めがベター、煙が出るとかは論外だが、
切粉が繋がるぐらい遅めが良さそう。
切粉が粉になるぐらいだとドリルの先端が焼けるのでダメ。
長い穴を開ける場合はある程度開けたらドリルを抜いて切粉を出してから再度穴に入れるを繰り返す。
切粉詰まりはドリルが折れる一番の要因。
ドリルセットだと、自分の場合細いドリルからダメになって行く。なるべく良く使うドリルは仕上げだけにして使わないドリルを積極的に使うと均等に消耗する。要らないと思えるドリルも意味がある。
この方法で充電式インパクトレンチと6角軸ドリルを使う方法だと、素早く交換して穴開けができる。
充電式ドリルより絶対に使い易い。
工場などでM6ネジの下穴を5mmでいきなり開ける人が居るが、まず2.5mmで開けてから5mmを開けると凄く楽に穴開けができる。
例えば取り付けるブラケットの穴がΦ6.5だった場合、
Φ6.5ドリルを取り付け、取り付ける位置にブラケットをCクランプなどで固定して穴にドリルを入れて回し、中心に少し凹みを付けてからΦ2.5→Φ5.0と開ける。
1つ開け終わったらタップを切りブラケットをネジで締め付けてからもう1つの穴を同じ手順で開ける。
そうすると穴と穴にピッチが多少狂っても取り付く。
タップはナットタップをチャックに挟むか、
材質の良いタップを使う方が楽。
HSSタップだと折れ易い。
HSS coのドリルタップを出品した事があったが落札されなかったなあ、良い物だったのだが。
※穴開けする材料の下がコンクリートとか硬い材質だった場合、触れた瞬間にドリルがダメになるので注意する事。
材質の選択
開ける材質により、ドリルの材質を変える必要がある。
http://www.nachi-fujikoshi.co.jp/web/pdf/4001-7.pdf

SS400とかS45CならHSSと書かれたハイス鋼のドリルで充分だが、タップの方はHSSの後ろに何か文字が追加された材質が良い。
HSS co(コバルトハイス)とかHSS E(高バナジウムハイス)とか色々ある。
バイオレットドリル
SUS304とか303とかのステンレスだとHSScoって言うコバルトハイス鋼のドリルが必要となる。(そのドリルでもキツイのだが)
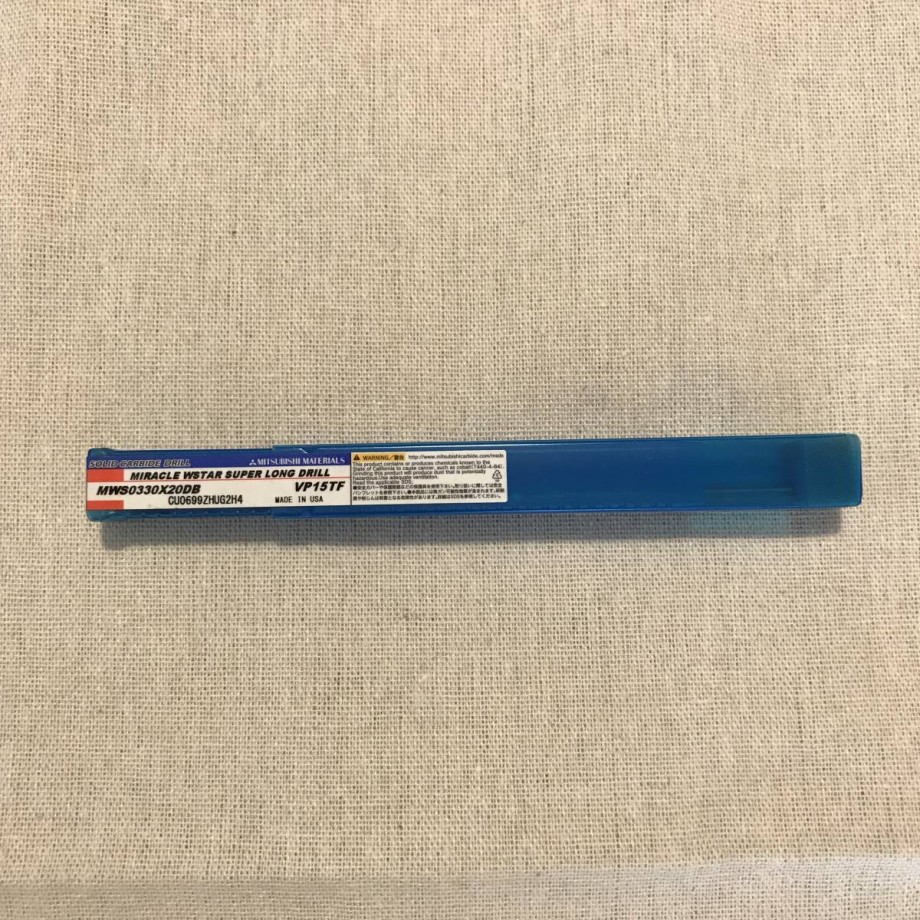
超硬ドリル 材質VP15TF
工具材種対応表
工具材種対応表
更にチタンとかだと超硬ドリルが欲しいか?
以前、外径をこの材質VP15TFチップで削ったら良好だったのでコレを買った。
超硬ドリルでも材質が色々あるようなので最適な材質を探さないと上手くいかないことがある。
ボロンチップより、VP15TFの方が熱が少なかった。
チタンには熱が出ない材質を選ぶ必要がある。
特に64チタンは熱が溜まり易く、切削している刃先の1点に熱が集中する特性がありどれだけ刃先の熱を逃がせるかが腕となるようだ。
最初は切れるが急に切れなくなる素材と覚えておこう。
例えば鉄の棒の先端をバーナーで赤く焼いたとする。
素手で根本を持てば熱が伝わり火傷をする。
チタンの場合、先端が焼けても手元に熱が伝わらず持てるかも知れないと言った感じ、ただ、チタンの場合は同じ熱を掛けても色も変わらない恐れがある。
やったことはないが(笑)
それを水に入れた場合、鉄なら一瞬で冷えるがチタンの場合は同じ時間では冷えず熱いままかも?
足し算のように熱が何時までもソコに残るのがチタンの特性のようだ。
※ハイスドリルでも開かない事は無いのだが焼ける。
切り屑の色を見てると分かり易いのだが、最初の1cmは銀色で普通に開くが次の2cm目で紫に変わり3cmで焼き付くと言うパターン。
加工できない訳では無く、熱が溜まると急に違う特性となる。
切り屑が銀色の時は鉄とアルミが混ざったような感じだが紫の切り屑は鋼(バネ)のような強靭な物に変わり切り屑の排出を妨げ、温度が恐ろしく上昇する。
要するに慌てたら負け、連続加工不可!特性が変化する前提で注意深く状態を見極め、他の数倍の時間を掛ける必要があると言える。
小さい穴なら潤滑用オイルスプレーの安いヤツを買って来て細い延長パイプを付けて穴の横から穴の中に噴射して強制冷却しながらやるなら多少は開けられるが・・・、
以上のような厄介な特性の素材だが、メリットは凄い。
電動スピニングリールのドライブユニットは厚み1mm程度で全体でハンドル1つ分だった。

粉末ハイスドリル
焼き入れされたS45Cなら調質鋼用 粉末ハイスドリルってのが売ってる。ヤスリの穴開けに挑戦できるのか???
超硬ドリルでも使えるか???
超硬ドリルは凄く高額だが、一瞬で粉砕とか折れる。
凄く脆いので凄く扱いが難しい。
これらは自分の手持ちドリルだが暇な人は型番から値段を調べて見るとどれだけ高額か解る。
それ以上だとダイヤとかも存在するが、ボール盤では無理、一瞬で砕ける。
- 2020年2月8日
- コメント(0)
コメントを見る
自作ライトさんのあわせて読みたい関連釣りログ

fimoニュース
登録ライター

- ヨーヅリ:トビマルJr.(フレ…
- 3 日前
- ichi-goさん
![]()
- 『あと1センチ・・・』 2026/2…
- 6 日前
- hikaruさん
![]()
- フィッシングショー大阪2026行…
- 11 日前
- ねこヒゲさん
![]()
- 新年初買
- 28 日前
- rattleheadさん
![]()
- 温室育ち24セルテ、逆転す
- 1 ヶ月前
- 濵田就也さん
本日のGoodGame
シーバス
-

- '25 これぞ湘南秋鱸、大型捕獲♪
- ハマケン
-

- 流れの釣り
- Kazuma








最新のコメント