
プロフィール

もっつぁん
福岡県
プロフィール詳細
カレンダー
|
リンク |
|
|








検索
アーカイブ
アクセスカウンター
- 今日のアクセス:61
- 昨日のアクセス:258
- 総アクセス数:2209653
QRコード
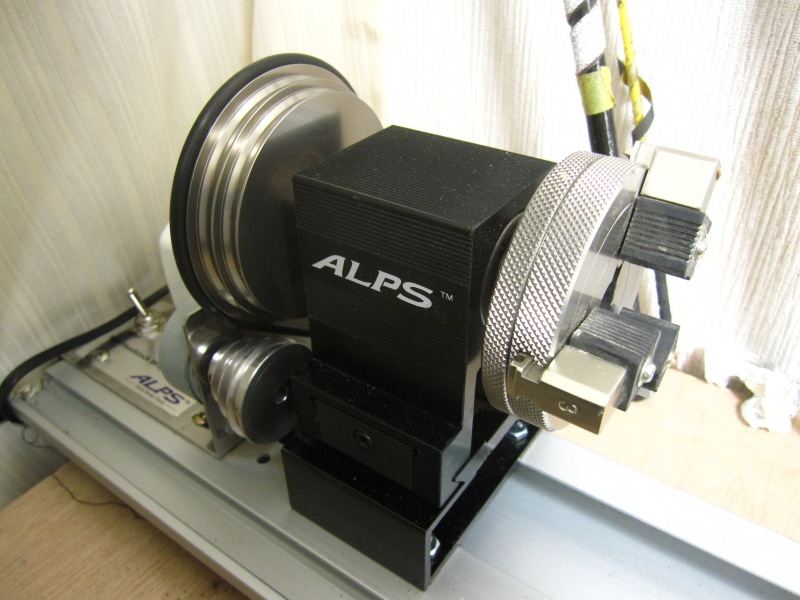
▼ ALPS ラッピングマシーン DX Rod Lathe
- ジャンル:日記/一般
- (ロッドビルド)
毎度です。
さて、マグナムクラフトさんに久々にALPSのラッピングマシーンに関する記事が上がってたので
ウチのALPSのラッピングマシーンレビューとマグナムクラフトさんのレビューの補足をしたいと思います。
通称ダイレクトマーケティングとも言う

全体としては、アルミ削り出しによるカッチリとした作り。
工作精度は非常に高め。
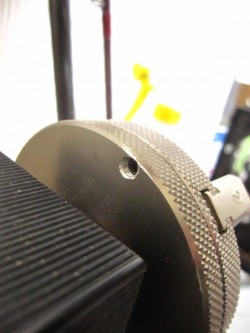
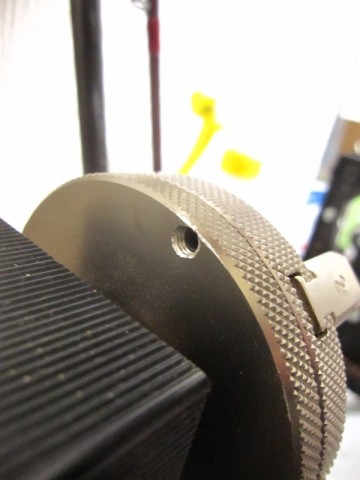
まずはチャックから。
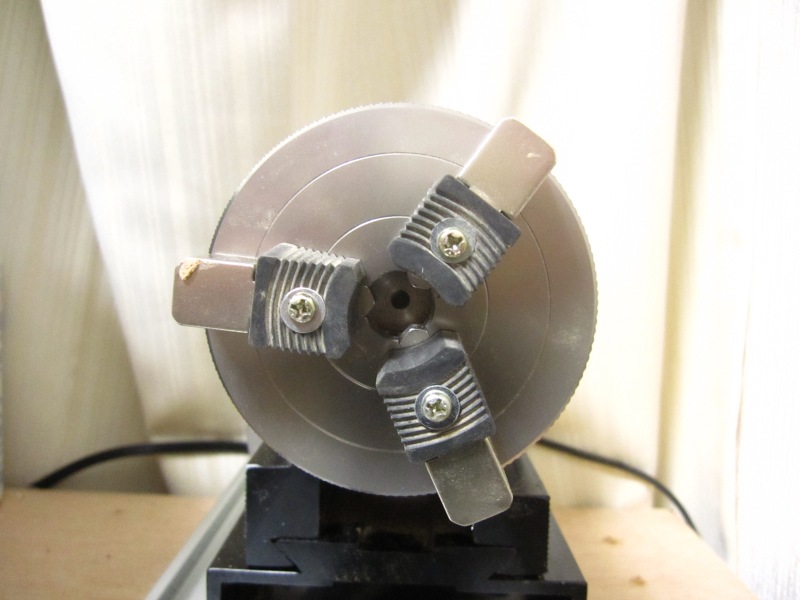
■チャックについて
主軸に貫通穴は、ございません。
パシフィックベイのにも貫通穴が無いです。
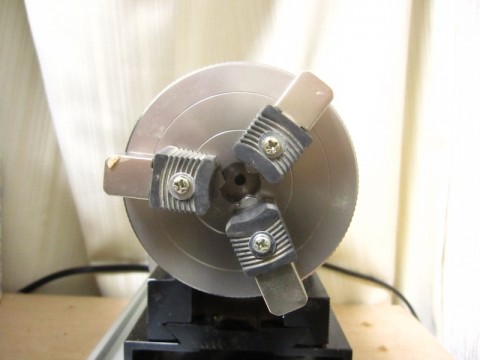
小さい穴には内爪があり、メインチャックでつかめない物を内爪で掴むという方式になります。
内爪には、そこまで保持力が無いのでテンションがかかるとブランクが滑ったりします。
芯ブレは殆ど気にならず精度の高さが伺える。
一度こいつでコーティング作業してしまうと、もう安物のエコノミーチャックやシンクロナス単体のマシンには戻れません(笑
※チャックが回転時にゆるむ場合は裏面のイモねじで調整可能。
締めすぎるとチャックが変形しますから
最小のテンションで締める事をオススメいたします。
芯振れ台
たった3台しかついてないので
長尺は安定しないことが多々ある。
特にウチの工房では7.7f~8.0fの1ピースまで扱っているため
芯振れ防止台のバネ式ではないタイプをALPSから1台取り寄せして合計4台使用。

バット部分は四点支持に改造。

2列目、こちらが取り寄せた物。
細いブランクを支持しやすいように
上部ローラーの向きを逆にしてます。

ベリーセクション用のバネ式タイプ

ティップセクション用にあたる個所はバネのテンションや
ローラーの角度が合わないため改造しました。


やすり掛けなども行うなら合計で4~5台の芯振れ防止台があっても損はありません。
ブランクが長い場合や、ガイドが重い場合
それだけ外側に働く遠心力は強まります。
芯振れ防止台の数を増やすのは、長尺加工において非常に重要です。
■切削上の注意点
・トルク不足やブランクのたわみなどで偏芯切削状態で楕円になる危険性が高い。
・オプションとしてツールレストや芯押し台、加工用マンドレルなども販売してますが、おおまかな成形は旋盤で行い
仕上げや接着後に気になった部分の微調整等をラッピングマシーンで行う方安定します。
ただし、ブランクに接着済みのコルクリングなどの加工は、ラッピングマシーンが無いと少々面倒なことになります。
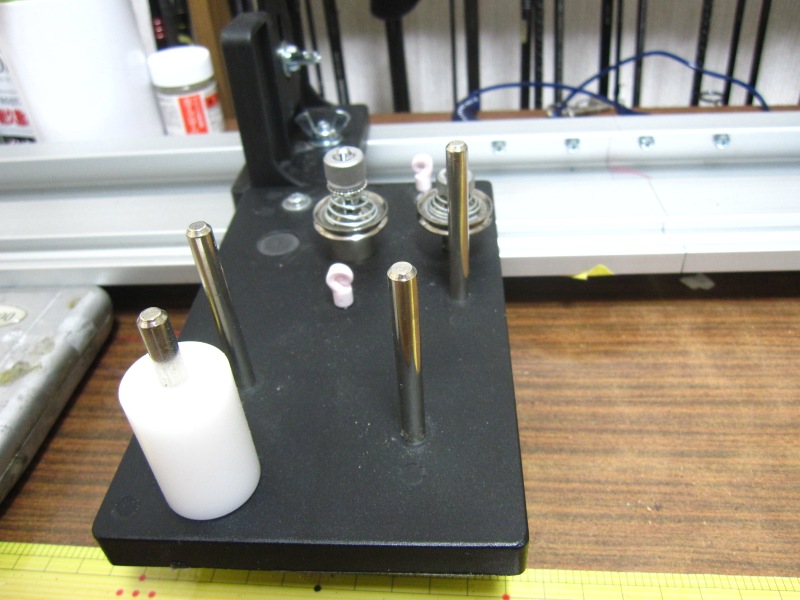
■その他
・テンショナーの質が良くない。
テンショナーのお皿とスプリングは、ビクター産業のテンショナーから移植(写真中央)
さらに+1台のテンショナーを追加で取り付けました。
(写真左)
追加で取り付ける場合は穴空け作業が必要となります。


テンショナーが2台あるとメタリック、ノーマルスレッドで役割分担が出来て便利です。
■テンショナーの取扱について
テンショナーのテンションが高すぎるると、圧迫によって高弾性ブランクや薄いブランクは破断する危険性があるのでご注意を。
■総巻き時の台車のオートスライド
期待してはいけません。
一応、台車の裏にはBBローラーが3点ついており
レールに組み込むとなめらかには動くんですが
縦長という台の構造上、動かすのにそれなりの力が必要となるため
スレッドのテンションで勝手に動くと思うと必ず失敗します。

と言うわけで、少しずつ台車を指で横にずらしましょう。
■コーティングについて
毛の柔らかい筆を使うとエポキシの粘度によっては巻き込まれて大惨事になります。
コシと張りのあるナイロン筆がオススメです。
「やわらかめ」などはおおむね不向きです。
以下、マグナムクラフトさんのブログに掲載されているレビューの補足。
http://ameblo.jp/magnamcraft/entry-12169341728.html
チャックの異音
一定周期のカチャカチャ音等
カタカタ音の原因
■1.チャックのゆるみ
●解消法:ブランクをしっかり掴む事
※高速回転時にゆるむ場合は裏のイモネジを軽く締める。
単にイモネジで押さえつける方式。
締めすぎはチャックの変形を招く恐れあり。
あくまで高速回転時にゆるまない最小のテンションがキモ
■2.ゴムベルトの劣化による亀裂。
▲原因:純正品は新品でもベルトに亀裂が生じてプーリーと干渉して周期的な異音が発生。
●解消法:新品交換
純正ベルトは大体痛んでいるので新品のスペアを取り付けるか代替品を取り付ける。
メーカー:マスオカ
外径116.0 内径104.6 線径 5.7(±0.13)の固定用Oリングが代用できます。
■3.ドライモーター(シンクロナス)のみのカチャ音
▲原因:特に採用されてる30~37RPMのモーターはベルト+プーリー式の為、軸から横(ラジアル)方向の圧力が加わりカチャ音が出やすい。
●解消法:個体差のため新品交換または諦める。
うちでで所持している37RPMの3つのモーターのうち2つは、周期的にカチャカチャ鳴るので諦めた方が良いと思います。
4.芯振れ防止BBローラ台のバネ部分のネジゆるみ
●解消法:ネジゆるみ防止剤塗布
5.ウェスや筆の巻き込み等によるブランク折損
▲原因:ウェスが布だったり大きい面積でコンパウンドの粘度やずかな摩擦でブランクに絡まり折れる。
●解消法:ウェスの面積を最小限にカットし手から離れても暴れない大きさにすると危険性は低下します。
筆の巻き込みは毛の柔らかい筆を避ければ解決します。
6.ミシンモーターの正逆転
※モーターを分解し回路を変更しスイッチで切り替え可能にすれば可能ですが危険が伴うのでオススメ致しません。
以下動画
動作音はこんな感じです。
高速回転域はそれなりに響きます。
コルクリングも超長尺ヤスリがあれば楽々。
月に何本、何十本と仕上げる場合の効率と仕上がりの良さは
もはや次元が違うレベル。
皆様もお試しあーれ。
さて、マグナムクラフトさんに久々にALPSのラッピングマシーンに関する記事が上がってたので
ウチのALPSのラッピングマシーンレビューとマグナムクラフトさんのレビューの補足をしたいと思います。
通称ダイレクトマーケティングとも言う
全体としては、アルミ削り出しによるカッチリとした作り。
工作精度は非常に高め。
まずはチャックから。
■チャックについて
主軸に貫通穴は、ございません。
パシフィックベイのにも貫通穴が無いです。
小さい穴には内爪があり、メインチャックでつかめない物を内爪で掴むという方式になります。
内爪には、そこまで保持力が無いのでテンションがかかるとブランクが滑ったりします。
芯ブレは殆ど気にならず精度の高さが伺える。
一度こいつでコーティング作業してしまうと、もう安物のエコノミーチャックやシンクロナス単体のマシンには戻れません(笑
※チャックが回転時にゆるむ場合は裏面のイモねじで調整可能。
締めすぎるとチャックが変形しますから
最小のテンションで締める事をオススメいたします。

芯振れ台
たった3台しかついてないので
長尺は安定しないことが多々ある。
特にウチの工房では7.7f~8.0fの1ピースまで扱っているため
芯振れ防止台のバネ式ではないタイプをALPSから1台取り寄せして合計4台使用。

バット部分は四点支持に改造。

2列目、こちらが取り寄せた物。
細いブランクを支持しやすいように
上部ローラーの向きを逆にしてます。

ベリーセクション用のバネ式タイプ

ティップセクション用にあたる個所はバネのテンションや
ローラーの角度が合わないため改造しました。


やすり掛けなども行うなら合計で4~5台の芯振れ防止台があっても損はありません。
ブランクが長い場合や、ガイドが重い場合
それだけ外側に働く遠心力は強まります。
芯振れ防止台の数を増やすのは、長尺加工において非常に重要です。
■切削上の注意点
・トルク不足やブランクのたわみなどで偏芯切削状態で楕円になる危険性が高い。
・オプションとしてツールレストや芯押し台、加工用マンドレルなども販売してますが、おおまかな成形は旋盤で行い
仕上げや接着後に気になった部分の微調整等をラッピングマシーンで行う方安定します。
ただし、ブランクに接着済みのコルクリングなどの加工は、ラッピングマシーンが無いと少々面倒なことになります。
■その他
・テンショナーの質が良くない。
テンショナーのお皿とスプリングは、ビクター産業のテンショナーから移植(写真中央)
さらに+1台のテンショナーを追加で取り付けました。
(写真左)
追加で取り付ける場合は穴空け作業が必要となります。

テンショナーが2台あるとメタリック、ノーマルスレッドで役割分担が出来て便利です。
■テンショナーの取扱について
テンショナーのテンションが高すぎるると、圧迫によって高弾性ブランクや薄いブランクは破断する危険性があるのでご注意を。
■総巻き時の台車のオートスライド
期待してはいけません。
一応、台車の裏にはBBローラーが3点ついており
レールに組み込むとなめらかには動くんですが
縦長という台の構造上、動かすのにそれなりの力が必要となるため
スレッドのテンションで勝手に動くと思うと必ず失敗します。

と言うわけで、少しずつ台車を指で横にずらしましょう。
■コーティングについて
毛の柔らかい筆を使うとエポキシの粘度によっては巻き込まれて大惨事になります。
コシと張りのあるナイロン筆がオススメです。
「やわらかめ」などはおおむね不向きです。
以下、マグナムクラフトさんのブログに掲載されているレビューの補足。
http://ameblo.jp/magnamcraft/entry-12169341728.html
チャックの異音
一定周期のカチャカチャ音等
カタカタ音の原因
■1.チャックのゆるみ
●解消法:ブランクをしっかり掴む事
※高速回転時にゆるむ場合は裏のイモネジを軽く締める。
単にイモネジで押さえつける方式。
締めすぎはチャックの変形を招く恐れあり。
あくまで高速回転時にゆるまない最小のテンションがキモ
■2.ゴムベルトの劣化による亀裂。
▲原因:純正品は新品でもベルトに亀裂が生じてプーリーと干渉して周期的な異音が発生。
●解消法:新品交換
純正ベルトは大体痛んでいるので新品のスペアを取り付けるか代替品を取り付ける。
メーカー:マスオカ
外径116.0 内径104.6 線径 5.7(±0.13)の固定用Oリングが代用できます。
■3.ドライモーター(シンクロナス)のみのカチャ音
▲原因:特に採用されてる30~37RPMのモーターはベルト+プーリー式の為、軸から横(ラジアル)方向の圧力が加わりカチャ音が出やすい。
●解消法:個体差のため新品交換または諦める。
うちでで所持している37RPMの3つのモーターのうち2つは、周期的にカチャカチャ鳴るので諦めた方が良いと思います。
4.芯振れ防止BBローラ台のバネ部分のネジゆるみ
●解消法:ネジゆるみ防止剤塗布
5.ウェスや筆の巻き込み等によるブランク折損
▲原因:ウェスが布だったり大きい面積でコンパウンドの粘度やずかな摩擦でブランクに絡まり折れる。
●解消法:ウェスの面積を最小限にカットし手から離れても暴れない大きさにすると危険性は低下します。
筆の巻き込みは毛の柔らかい筆を避ければ解決します。
6.ミシンモーターの正逆転
※モーターを分解し回路を変更しスイッチで切り替え可能にすれば可能ですが危険が伴うのでオススメ致しません。
以下動画
動作音はこんな感じです。
高速回転域はそれなりに響きます。
コルクリングも超長尺ヤスリがあれば楽々。
月に何本、何十本と仕上げる場合の効率と仕上がりの良さは
もはや次元が違うレベル。
皆様もお試しあーれ。
- 2016年6月18日
- コメント(0)
コメントを見る
もっつぁんさんのあわせて読みたい関連釣りログ

fimoニュース
登録ライター

- ムスッとしてたら
- 9 時間前
- はしおさん

- ヨーヅリ:トビマル
- 10 時間前
- ichi-goさん
![]()
- 『ワームの釣りは、向い風が吉…
- 1 日前
- hikaruさん

- 44th 早い話がイマジネーション
- 8 日前
- pleasureさん
![]()
- フィッシングショー大阪2026行…
- 19 日前
- ねこヒゲさん
本日のGoodGame
シーバス
-

- '25 これぞ湘南秋鱸、大型捕獲♪
- ハマケン
-

- 流れの釣り
- Kazuma








最新のコメント